Summary
This article introduces the production principle of pipeline powder. Through elaborating several important indexes, such as the gelation time, particle size distribution, magnetic content, and heat release of pipeline powder, combined with the company’s years of production experience. Talk about how to control the quality of powder in the production process and analyze the various factors that affect these indicators of powder.
introduction
Powder coatings are environmentally friendly coatings, which have developed at an alarming rate in China in recent decades. Among them, sintered epoxy powder coatings have excellent mechanical properties, excellent anti-corrosion performance, and good resistance to chemicals such as acid and alkali salts. Advantages, widely used for corrosion protection of inner and outer walls of pipelines.
With the acceleration of national construction, the demand for pipeline powder is also increasing rapidly, and the user’s requirements for powder quality are becoming higher and higher. How to control product quality during the production process is particularly important.
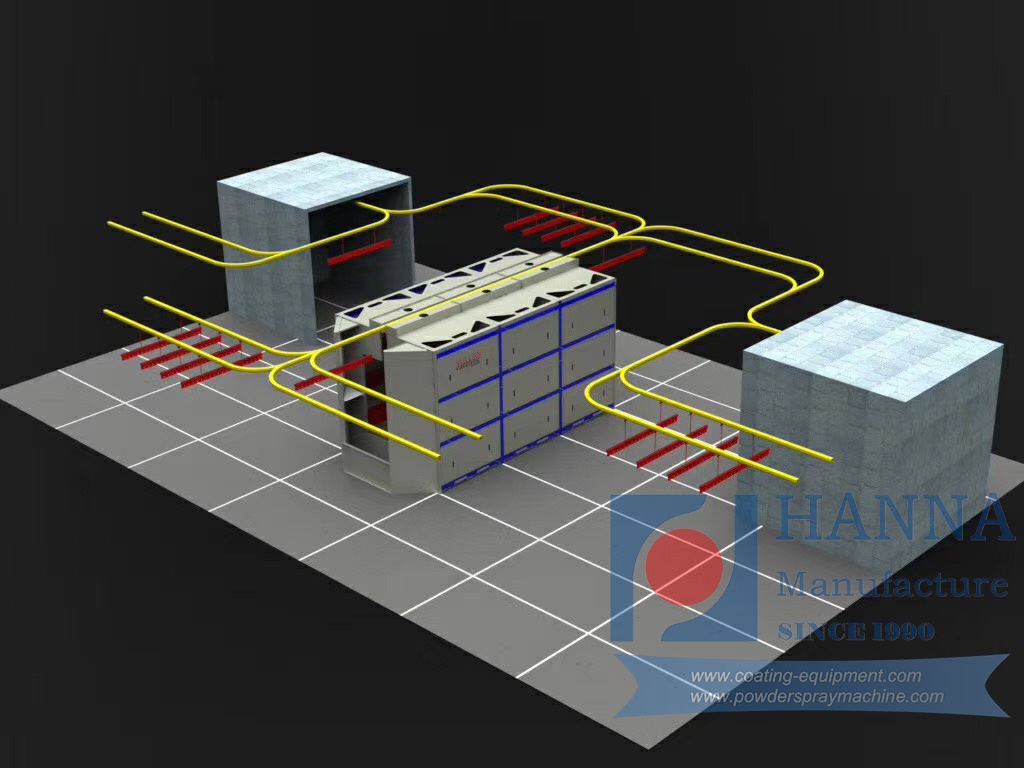
Production Principle of Powder Coatings Solid materials such as resins, curing agents, pigments, fillers and additives are added to a high-speed mixer at a certain ratio for pre-mixing.
The material passing through the mixer is melted and kneaded by the extruder at high temperature, then enters the tablet machine for tableting, cooling and crushing. The material passes through the mill and enters the cyclone separator. The separated powder is sieved to obtain the finished powder. The paint and coarse-grained powder are crushed again by the circulation system, and the ultra-fine powder is recovered into the dust box through the filter bag.
- Factors affecting the gelation time of powder
The definition of gelation time is: the time required for a certain volume of powder coating to become non-deformable after melting under specified conditions. The longer the gel time, the better the flatness of the coating film, and the worse it is. The performance is more prominent in the fast curing pipeline powder.
The main factor that determines the gelatinization time is the design of the formula, but in the production process of powder coatings, the most important processes that affect the variation of the gelatinization time are hot mixing and extrusion processes. Hot mixing and extrusion processes are also one of the most important processes in the powder production process.
Extruder is the key equipment in the production of powder coatings, which directly determines the production efficiency and performance quality of powder coatings. Extruders used in the production of powder coating mainly include: single screw reciprocating damping extruder and twin screw extruder.
The main technical characteristics of the single screw reciprocating damping extruder: the shear strength of the material is low; the residence time of the material in the barrel is long; it is possible to complete the mixing and extrusion process at a lower temperature; adaptation to different formulations Strong; complex machine structure, high manufacturing cost; high price.
The main technical characteristics of the twin-screw extruder: high shear strength of the material; short residence time of the material in the barrel; high production efficiency; compared with multiple single-screw reciprocating damping extruders with the same screw diameter, The price is lower.
We use twin-screw extruders that are currently used by most domestic powder manufacturers.
The transmission structure and screw structure of the twin-screw extruder are relatively complicated. The rotation direction of the two screws is the same, and the shear degree is increased.
The amount of material extruded by the machine is determined by the thickness and length of the screw and the speed of the screw. The arrangement structure, length, and gap of the screw part of the twin screw determine the mixing effect of the extruder.
An important parameter that the screw affects the gel time of the powder coating: the aspect ratio D/L, that is, the ratio of the effective length of the screw to the diameter of the screw.
The greater the length-diameter ratio, the material has sufficient melting time in the screw. The more complete the mixing, the better the mixing effect. However, for the fast solidifying pipeline powder, the material staying in the screw for too long will make the powder Coating impurities increase, leveling becomes worse, and gel time becomes shorter.
For the production of heavy anti-corrosion powder, it is advisable to use a screw with a length-to-diameter ratio D/L between 12:1-14:l, and keep the mixing time of the materials within 20s. In this way, the gelation time of the powder does not change much, and the gloss and flatness of the coating film are good.
If a screw with a larger length-to-diameter ratio is selected, especially if the material is mixed in the screw for more than 30s, the gelation time of the powder becomes significantly shorter, the flatness of the coating film becomes worse, and the gloss will also decrease. - Factors affecting particle size distribution
The particle size distribution of the powder coating directly affects the charging performance and movement performance of the powder particles in the electrostatic field, thereby affecting the powder coating rate and quality of the powder coating.
Ideal particle size of powder coating should be controlled between 10-60μm. Powder coatings with a wide particle size distribution, especially when there are too many large particles >80μm, have a greater impact on the flatness of the coating. At the same time, because the gravity of the large particles exceeds its own electrostatic force, it will also affect the powder coating rate. Reduce the unit spray area.
When the content of ultrafine particles of <10μm is large, the powdering rate of the ultrafine powder is too low and the powdering rate is significantly reduced, and it is easy to agglomerate, which causes the flow of the powder coating to fluctuate and the supply is uneven, which affects the quality of spraying. .
Due to the thicker spraying thickness of the pipeline powder, the average particle size is generally controlled between 45-55μm. For anti-corrosion powder coatings in the pipeline, the average particle size can be appropriately reduced to 40μm considering the leveling effect.
The main factor affecting the particle size distribution of powder coatings is the ACM mill. Working principle of ACM mill: The feeder feeds the material in the hopper into the ACM mill.
The material is crushed by the impact of the column impact on the main grinding disc rotating at high speed and the material impacting the gear ring, and under the mutual impact of the material. The material is separated under the action of the induced wind force and the auxiliary mill. The fine powder enters the cyclone separator through the pipeline for coarse and fine particles The separation of diameter.
The ultra-fine powder enters the recovery box with filter bags and is separated out. The rest of the powder is sunk to the bottom of the cyclone separator, and is discharged by the discharger to the rotary sieve feeder below and sent to the rotary sieve for filtration and separation. Coarse powder is discharged from the other end and recovered.
Throughout the above process, there are many factors that affect the particle size distribution: the thickness of the material sheet, the speed of the feed, the speed of the main and auxiliary mills, the amount of induced air, the wear of the striking column and the ring gear, etc.
For the same ACM mill, the median diameter D50, the lower limit particle size D10, and the upper limit particle size D90 of the powder are mainly adjusted by the parameter adjustment of the air intake amount, the main mill and the auxiliary mill, and the large particles can also be adjusted by adjusting the sieve The mesh number of the mesh is used for auxiliary control. The general mesh powder mesh screen number is 100 mesh.
In the usual production process, the particle size distribution is basically adjusted by adjusting the parameters of the main and auxiliary mills. If only adjusting the main and auxiliary mill parameters can not achieve a better particle size distribution effect, it is necessary to consider adjusting the size of the induced air volume.
In general, the larger the main and auxiliary mill parameters, the finer the average particle size of the powder; the greater the amount of induced air, the coarser the average particle size of the powder.
At the same time, we should pay attention to two points in the production process: First, we must try to ensure that the thickness of the tablet is consistent; Second, we must pay attention to the wear of the striking column and the ring gear. As the wear of the striking column and the ring gear increases, the particle size of the powder will It is getting thinner and finer, and the main and auxiliary grinding parameters must be adjusted in time or new striking columns and ring gears should be replaced.
- Factors affecting the content of magnetic substances
Magnetic content is an important indicator of powder coatings. Exceeding the magnetic content will lead to more leakage points of the powder coating, which will seriously affect the corrosion resistance of the pipeline.
In the oil and gas industry standard SY/T 0315-2013 “Technical Specifications for Steel Pipe Sintered Epoxy Powder Outer Coating”, the requirement for the index of magnetic content is ≤0.002%.
The factors that affect the content of magnetic substances are: the content of magnetic substances in the raw materials themselves (especially pigments and fillers) in the formula and the magnetic substances generated by the wear of the equipment. When establishing the formula and selecting raw materials, we must pay attention to the control and matching of materials, and select raw materials with low magnetic content.
The parts of the production equipment that are easy to wear during the production process are: screw and screw sleeve lining; striking column and ring gear. The parts with severe screw wear are the conveying block and the pre-mixing block, and the wear of the mixing block is slight; the parts with severe screw wear are the parts of the corresponding screw pre-mixing block.
Ways to reduce the magnetic content:
One is to improve the formula, reduce the amount of filler, and reduce the hardness of the powder;
The second is to reasonably increase the extrusion temperature, speed up the melting speed of the material, and reduce the wear of the screw and the screw sleeve;
The third is to replace the more wear-resistant materials to reduce the wear of the screw, screw sleeve, striking column and ring gear;
The fourth is to add a set of magnetic equipment to attract the magnetic substances in the material to achieve the purpose of reducing the content of magnetic substances.
Based on factors such as manufacturing cost and effect, it is recommended to replace more wear-resistant materials to reduce the wear of the screw, screw sleeve, striking column and ring gear, and reduce the magnetic content of the powder. The following is the result of our experiment of changing different materials for our equipment:
The experimental results show that although the manufacturing cost of the ceramic material is higher, there is almost no wear and tear, and it can be used for a long time, and the manufacturing cost of the powder is relatively reduced without replacing.
- Factors affecting the amount of heat △H
Under the heat condition of powder coating, the heat released during the chemical reaction is called the heat of reaction, which is also called the heat of reaction, which is expressed by △H.
In the oil and gas industry standard SY/T 0315-2013 “Technical Specifications for Steel Pipe Sintered Epoxy Powder Outer Coating”, the requirement for △H is ≥45J/g, and some engineering projects require △H≥55J /g.
The amount of heat release is closely related to the curing system of the formula design. The heat release amount of different curing systems differs greatly. In the production process of the same powder formula, some links will affect the heat release amount:
①The process of melting and extrusion has a great influence on the heat release. The longer the time the material is mixed in the screw, the lower the heat release. On the premise of not affecting the mixing effect, try to reduce the mixing time of the materials in the screw.
②Cooling and crushing process. During the production process, the cooling water in the tablet roller should be kept smooth, and the temperature of the crushed sheet should be reduced to below 35℃, preferably below 30℃.
③ During the grinding process, we must pay attention to the control of the temperature of the grinding chamber. When the temperature is high, the cooling fan must be turned on to ensure that the temperature of the grinding chamber is in a low state.
④Storage temperature, try to store the finished powder in a warehouse with a temperature below 35℃. - Conclusion
There are many factors that affect the quality of powder coatings. The control of powder coating manufacturing equipment and processes is the same as the quality of raw materials for powder coatings. It is also an important factor that determines the quality of powder coating products.
Therefore, to improve the quality of powder coating products, it is necessary to establish a perfect product quality management system at all links in the production process to improve product quality.